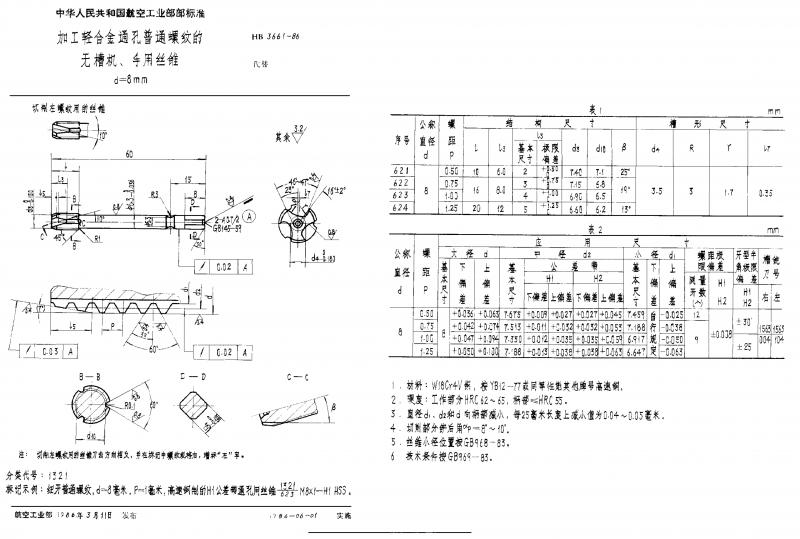
中华人民共和国航空工业部部标准 加工轻合金通孔普通螺纹的 HB366/-86 无槽机、手用丝锥 代替 d=8mm 切制左螺纹用的丝锥 表1 mm 结构尺 寸 槽形尺 寸 3.2 公称 其余 序导 直径 距 5 L 60 l3 基本 极限 d3 B d p d10 d R 丫 尺寸 偏差 621 0.5G 6.0 2 0.50 7.40 7 25° 15 622 0.75 3 .15 5 R3 162° 623 8 1.03 16 8.0 7.15 6.8 4 1.00 190 B 690 6.5 3.5 3 1.7 0.35 8 624 1.25 20 2 5 1.25 6.60 6.2 13° H09 2A.T/ A GB145-59 表2 mm R1 应 用 尺 寸 d40.80 公称 螺 大径d 甲径d2 小径d 螺距极 牙型半 槽铣 0.02 A 直径 距 下 上 公差带 基 下 上 眼偏差 角极限 H2 测量 偏差 刀号 偏 偏 偏 H1 CA d P 基本尺 差 基本尺 下偏差上偏差 下偏差上差 本尺丁 牙数 H1 差 差 差 H2 H2 右 左 C.50 0.0360.063 7.675 0.009 0.027 0.027 0.045 7.459 自 -0.025 12 5 0.75 8 0.04207 7.513 0.0 3.032 0.032 行 0.038 ±30 0.053 7.188 15631563 .0G 0.0470.09 7.350 0.0120.035 0.0350.059 6.917 规 -C.050 ±0.038 9 004104 C.03 0.02 小.25 0.0500.1007.188 0.030.038 0.0380.063 6.647 定 0.063 ±25 A B-B L-D C--C 1.材料:W8CY4V条,按YB12一77或同等性熊其他牌号高速锅 2.硬度:工作部介HRC62~65 柄部≤HRC55. 3.直径d、d2和d向柄部减小,每25毫米长度上减小值为0.04~0.05毫米. 4.切削部分铲后角p=8°~10° d 5.丝雏小径位置按GB968-83. 注:切左螺纹用的丝锥刀齿方向相反,并在标记中螺纹规将后,增标“左”字. 6技术条仁按G8969-83、 分类代号:1321 标记示例:细牙普通螺纹,d=8毫米,P=1毫米,高速钢制的H1公差带通孔月丝锥62M8x1一H1HSS. 1321 航空工业部1986年了月11日发布 i?86-06-01 实施 编号 87G9 中华人民共和国航空工业部 实施日期1987年12月6日 部标准更改单 共1页第1页 标准编号 HB3659-86~HB3668-86标准名称加工轻合金的机,手用丝 更改内容、原因、依据及贯彻办法 P18续表1 2中的d=20的距2政1其相应尺寸变动如下 续表 公称直径 距 l5 ds 基 板 基 本尺寸 本 限 尺 差 寸 偏差 改前 2.00 3.0 1.0 20 0 17.75 0 -0.18 改后 0.5 1.00 1.5 0 0 18.90 -0.21 续表2 螺距 d d2 公林直径 di 螺距板限偏差 下 上 基 HI H2 上 测 P HI 偏 偏 下 上 下 量 差 差 本寸 偏 偏 上 差 基尺寸 偏差 差 差 差 牙数 H2 改前 2.00 0.068 0.136 20 18.701 0.017 f0.051 t0.051 t0.085 ...
HB 3661-1986 加工轻合金通孔普通螺纹的无槽机、手用丝锥 d=8mm.pdf